
【全新视界!】27SiMn合金钢管GB5310-2017执行标准优良供应商产品视频,带你领略产品新风尚!
以下是:27SiMn合金钢管GB5310-2017执行标准优良供应商的图文介绍


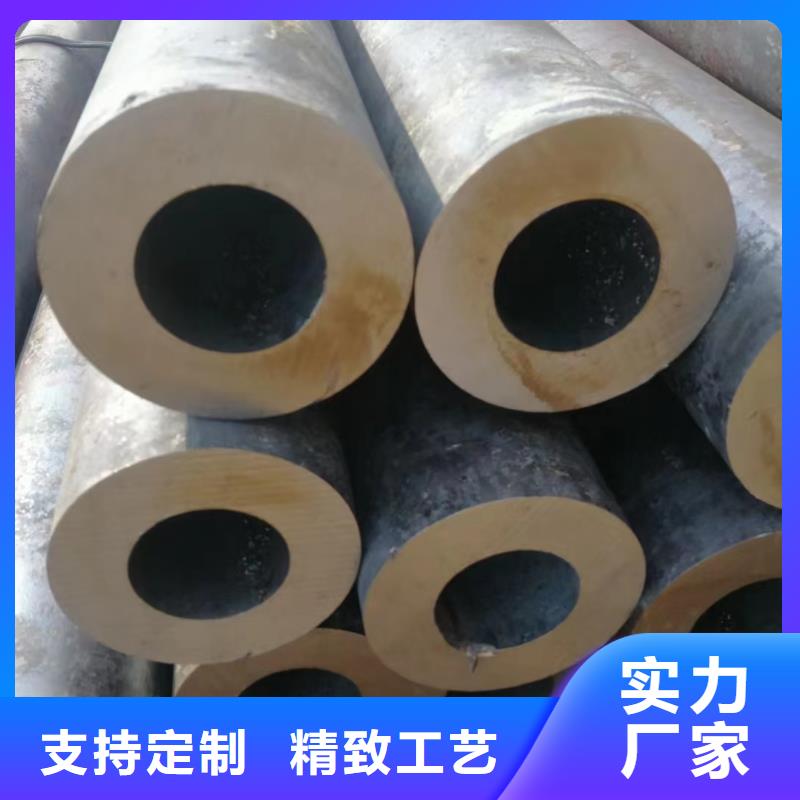
无缝钢管除锈防腐工艺流程介绍:除锈是管道防腐工艺中重要的一项内容,目前除锈方法有很多,像人工除锈、喷砂除锈以及酸洗除锈等等。其中人工除锈、机械除锈以及涂装除锈(防腐刷油)是相对常见的除锈方式,以下就这三种除锈工艺的具体操作要求为您作简单介绍。云南无缝钢管人工除锈 用刮刀、锉刀将管道、设备及容器表面的氧化皮、铸砂除掉,再用钢丝刷将管道、设备及容器表面的浮锈除去,然后用砂纸磨光,较后用棉丝将其擦净。第二、云南无缝钢管机械除锈先用刮刀、锉刀将管道表面的氧化皮、铸砂去掉;然后一人在除锈机前,一人在除锈机后,将管道放在除锈机内反复除锈,直至露出金属本色为止;刷油前,用棉丝再擦一遍,将其表面的浮灰等去掉。第三、云南无缝钢管防腐刷油管道、设备及容器阀门,一般按设计要求进行防腐刷油,当设计无要求时应按下列规定进行:1、明装管道、设备及容器必须先刷一道防锈漆,待交工前再刷两道面漆,如有保温和防结露要求应刷两道防锈漆; 2、暗装管道、设备及容器刷两道防锈漆,第二道防锈漆必须待 道漆干透后再刷,且防锈漆稠度要适宜; 3、 埋地管道做防腐层时,若在冬季施工,宜用橡胶溶剂油或航空汽油溶化30甲或30乙石油沥青,重量比:沥青∶汽油=1∶2,防腐涂漆的方法一般有两种:①手工涂刷:手工涂刷应分层涂刷,每层应往复进行,纵横交错,并保持涂层均匀,不得漏涂或流坠;②机械喷涂:喷涂时喷射的漆流应和喷漆面垂直,喷漆面为平面时,喷嘴与喷漆面应相距250~350mm,喷漆面如为圆弧面,喷嘴与喷漆面的距离应为400mm左右,喷涂时,喷嘴的移动应均匀,速度宜保持在10~18m/min,喷漆使用的压缩空气压力为0.2~0.4MPa。



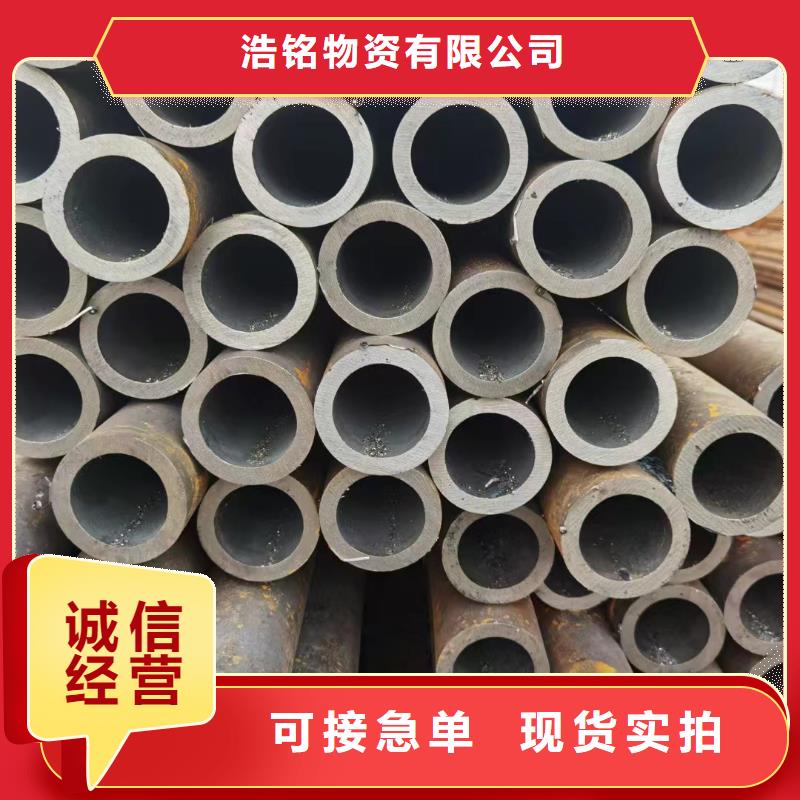
浩铭物资有限公司一家专业从事 云南小口径无缝钢管生产、销售的大型生产企业,拥有一整套完善的生产运营模。公司拥有十分完善的 云南小口径无缝钢管生产线、先进的生产设备。能满足产品高质量高性能生产要求。同时企业也在不断地引进世界上先进的工艺技术,引进大量专业的技术人才,企业的技术力量正日趋雄厚,经济实力也在不断地发展壮大主要生产产品有: 云南小口径无缝钢管,产品畅销全国各地。我们的服务宗旨:雄厚的实力、优质的产品、低廉的价格、的服务。经营理念将秉承:同样的产品比质量、同样的质量比价格、同样的价格比服务、同样的服务比信誉!!


云南Q355E无缝钢管厂家品牌发展前景广阔,因为在市场上具有一定的综合实力和品牌美誉度,具有较强的核心竞争力。未来,Q355E无缝钢管行业的发展也将保持高速稳定的发展速度。选择加盟品牌Q355E无缝钢管产品的商家,无疑在未来的业务发展中拥有一片蓝海,因为公司将用先进的理念和经销商一起走向Q355E无缝钢管行业发展的前端。首先,有利的因素是会议带来的好处。此外,目前云南武钢无缝钢管主流规格报价为5650元/吨,云南地区报价为5750元/吨。两者价差接近100元/吨 根据运费计算,如果从武汉运到天津,贸易商仍有获利空间,因此有商家表示可能会将部分资源流向天津和其他获取利润的场所;西南地区呈上涨趋势,但涨后成交放缓。促进信贷、股市、债市、汇市、楼市发展,及时跟踪监督,守住底线,留住潜力。人员成本,以及大量的研发创新,机器设备的采购、维护和保养需要大量,加上物流运费、导购、房租、水电、所得税等费用,终利润却低得可怜。



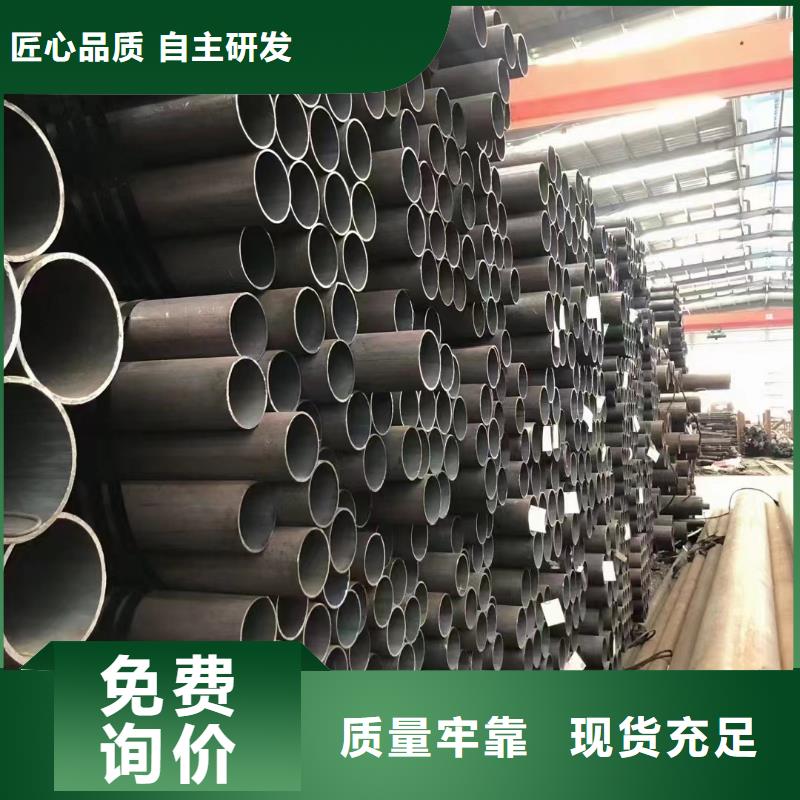
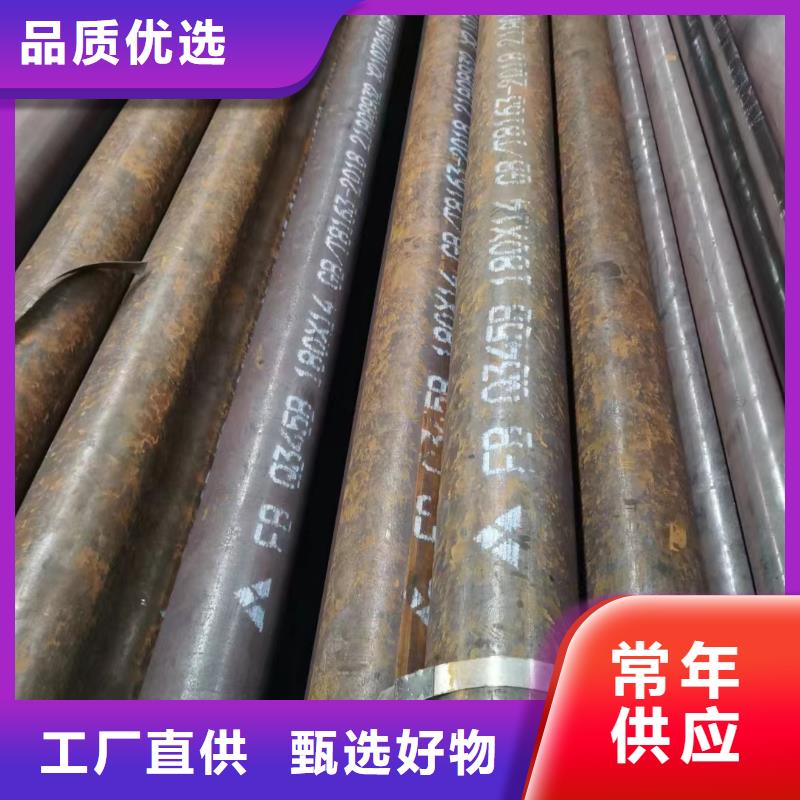
云南无缝钢管厂的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,无缝钢管厂在酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明无缝钢管厂生产钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 云南热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。


